1 Introduction
With the rapid development of the automotive, aerospace and aerospace industries, the requirements for light weight and high specific strength of materials are increasing. Non-ferrous metals and alloys, carbon fiber reinforced plastics, glass fiber reinforced plastics, fiber reinforced metals, graphite, ceramics, etc. Materials are becoming more and more widely used in the industry, and the defects of ordinary high-speed steel and carbide tools when these materials are machined are obviously exposed. In addition, the advent of modern integrated manufacturing systems, computer integrated manufacturing systems, and machining are moving toward high-precision, high-speed, high-productivity cutting, and puts high demands on tool performance. The development of ultra-hard material tools with excellent wear resistance and stable mechanical processing for a long time is an inevitable trend of development.
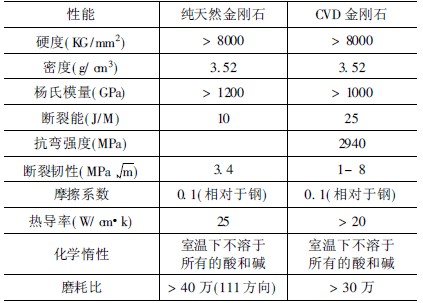
Diamond has many excellent properties, such as ultra-high hardness, high thermal conductivity, high optical transmittance and excellent electrical insulation. It is an ideal material for manufacturing tools that are currently unmatched in materials. Because natural diamond resources are extremely limited and expensive, they cannot be used on a large scale in industry. The polycrystalline diamond (PCD) tool made by high temperature and high pressure method contains 5%-10% binder component, which results in the surface quality of the processed material obtained is lower than that of natural diamond tool, and PCD Tools cannot be made into complex shapes. Chemical vapor deposition (CVD) Diamond is a pure diamond polycrystalline structure with no metal binder composition. In theory, it is the new tool material closest to natural diamond. Its performance is close to PCD (or slightly lower than PCD). The cost is much lower than PCD, and a uniform coating can be obtained on complex shapes. The main properties of CVD diamond and its performance compared with pure natural diamond are shown in Table 1 [1]. At present, CVD diamond tools are mainly divided into two categories, namely diamond film coated tools and diamond thick film welding tools. CVD diamond film coated tools are particularly suitable for processing difficult-to-machine materials such as non-ferrous metals and alloys, non-metallic materials, composite materials, etc., while CVD diamond thick film welding tools can be used for precision or even ultra-precision machining. This paper is intended to review the research progress and application status of two CVD diamond tools.
Table 1 Comparison of main properties of pure natural diamond and CVD diamond at room temperature
2 CVD diamond film coated tool
CVD diamond film coated tools are generally fabricated by chemical vapor deposition on a diamond film with a thickness of less than 30 μm deposited on a tough, high strength cemented carbide substrate. It can be seen from the manufacturing method that the CVD diamond film coating tool combines the properties of cemented carbide and diamond film.
(1) Adhesion between diamond film and cemented carbide substrate
Diamond coating can significantly extend the life of the tool and improve the use of the tool. However, the poor adhesion between the diamond film and the cemented carbide substrate limits the large-scale industrial application of CVD diamond coated cemented carbide tools. If the adhesion between the film and the substrate is small, the diamond film is easily detached under the action of the cutting force during the cutting process, thereby seriously affecting the use effect and life of the coating tool. Therefore, the current research on CVD diamond film coated tools is mainly based on the adhesion problem.
The difficulty in enhancing the adhesion between the diamond film coating and the cemented carbide substrate comes from the binder phase cobalt in the cemented carbide. The transition elements (iron, cobalt, nickel) can promote the conversion of graphite to diamond under high temperature and high pressure conditions, so it can be used as a catalyst for high temperature and high pressure synthetic diamond. However, under low temperature and low pressure (under CVD diamond growth conditions), they promote graphite growth [2], making the adhesion of the diamond film to the cemented carbide substrate very poor and unusable. Therefore, in recent years, researchers have tried every means to improve the adhesion between diamond film and cemented carbide substrate. The measures taken include: applying various transition layers [3, 4]; using acid etching [5] or various etching methods to remove cobalt [6, 7]; development of cobalt-free or cobalt-containing carbide substrate [8]; mechanical or heat treatment [9], excimer laser irradiation of hard alloy The surface of the substrate [10]; C60 [11] and carbon nanotubes [12] enhance the nucleation of the cemented carbide substrate. Through continuous efforts, the adhesion problem between the diamond film and the cemented carbide substrate is basically solved. Although there is still room for a great improvement in adhesion, the diamond film coated cemented carbide tool has been put on the market and has been in graphite and composite. The processing of difficult materials such as materials and high silicon aluminum alloys has been successful [13, 14].
(2) Application status of CVD diamond film coating tools
In the late 20th century, there were equipments that could be used in large-scale industrial production of diamond film coating tools abroad. One hundred carbide drill bits or blades could be deposited at one time, which opened the prelude to the industrialization of diamond film coating tools. Some companies specializing in the production of diamond film coating tools have emerged abroad. In developed countries such as Japan and the United States, research on diamond coated tools is extremely active. In 1987, Crystallume of the United States pioneered the deposition of diamond coatings on CZ carbide inserts. In 1995, Sweden's Sandvik company cooperated with Balzers AG of the United States to establish a diamond coating production line. In 1997, Japanese tool companies exhibited their diamond-coated tools in Beijing. Foreign manufacturers producing diamond-coated tools are also reported in Japan's Fujitsu, GE in the US, and Guhring in Germany. Currently, these companies sell diamond-coated taps, drill bits, reamers, end mills and indexable inserts (such as CD1810 from Sandvik, Sweden and KCD25 from Kenner, USA). At present, many domestic units have mastered the low-pressure vapor phase growth technology of diamond films, such as Beijing University of Science and Technology, Shanghai Jiaotong University, Guangdong Nonferrous Institute, Shengli Oilfield Dongying Difu Company, Jilin University, Beijing Tiandi Diamond Company, etc. The development of coated cemented carbide tools has made substantial progress, and many companies have been able to provide tool blanks and finished tools of various angles and sizes according to user requirements.
Previous 1 2 Next